您好,欢迎您浏览章丘铸成厂家官方网站!主营:射芯机、壳芯机

章丘铸成机械-射芯机专业制造厂家
客户统一咨询热线
158-6668-6588
公司地址:山东省济南市章丘区明水张家工业园
内容作者:射芯机 发布时间:2019-01-29 10:55:15 浏览次数:0
近年来,熔模精密铸造模具加工工艺日渐成熟,通过熔模铸造可以获得复杂形状的零件,并且铸造的合金不受限制,通过熔模铸造获得的铸件与砂型铸造相比具有较高的尺寸精度和较低的表面粗糙度,可实现少切削或无切削。鉴于电磁阀的诸多实用性和应用领域多面性,这里给出一种摇臂加工电磁阀,通过Pro/E软件对工件进行三维造型,设计工件的熔模模具,再利用Master CAM软件,对模具型腔的加工进行CAM仿真的具体过程。
1 摇臂加工电磁阀铸件结构
1.1 摇臂加工电磁阀零件的结构分析
该零件主要由平面,圆柱面,通孔,盲孔,斜孔,内螺纹构成。其中,在零件中贯穿上下平面的通孔直径为10.3及底部直径为12的螺线管孔,上表面有沉头的底孔为8.5的M10螺纹孔及台阶下底孔为5的M6螺纹孔。在阀体的后端面有大小不等的三个阶梯孔其中直径为10的孔存在直线度要求。阀体下表面有三个底孔为5的M6螺纹孔,两个直径分别为3.7和4.09的同心阶梯孔,直径为6的盲孔及直径为4的斜孔。
1.2 摇臂加工电磁阀零件的三维造型
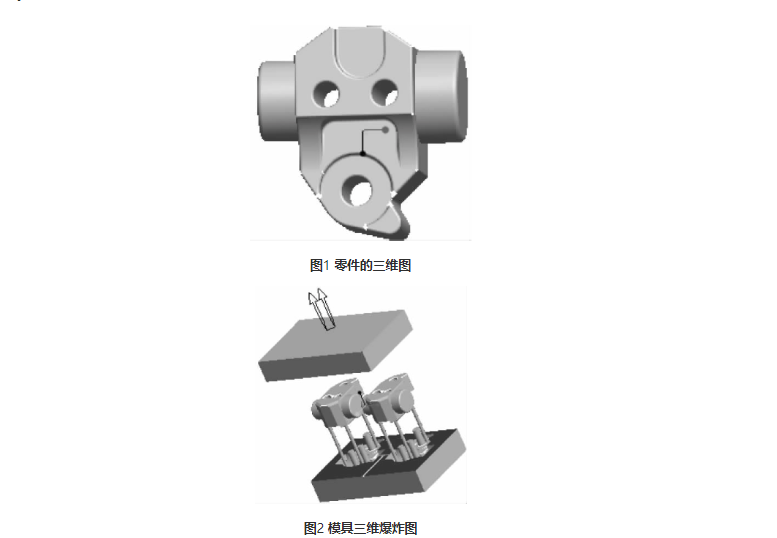
通过零件的结构特征分析,可以确定出造型的方案,造型过程中应用的软件为Pro/E[5]。主要利用拉伸、旋转、镜像、创建面等命令造出外廓,用拉伸去除材料来造出内部的接孔,然后建立各处倒角,沟槽,即完成造型。摇臂加工电磁阀零件的毛坯图,如图1所示。毛坯与零件外形上区别不大,毛坯将贯穿上下表面的三个孔直接铸出来,其余的孔采用机加工将其加工出来。毛坯进行倒圆角设计能够保证毛坯件顺利开模。
2 模具设计
2.1 模具分型方案设计
分型方法,采用Pro/E软件,精密铸造模具分型面设计在两外圆的中线处,平行于上下表面。这样设计可以使两外圆完整地开模,且零件中间阀体部分上下垂直,这样设计可以较为容易对零件进行开模。
2.2 模具三维模型的建立
精密铸造模具的设计方法为上下直接开模,由于零件尺寸较小采用一模两件的开模方式。考虑下面与模具接触面积大且模具的型芯留在下模,故开模时毛坯会留在下模,采用气缸将毛坯顶出,上模两个圆台连接成的凸台机加工出来后装配在上模,模具的三维爆炸图如图2所示。
3 摇臂加工电磁阀模具型腔的CAM设计
3.1 摇臂加工电磁阀模具型腔加工工艺
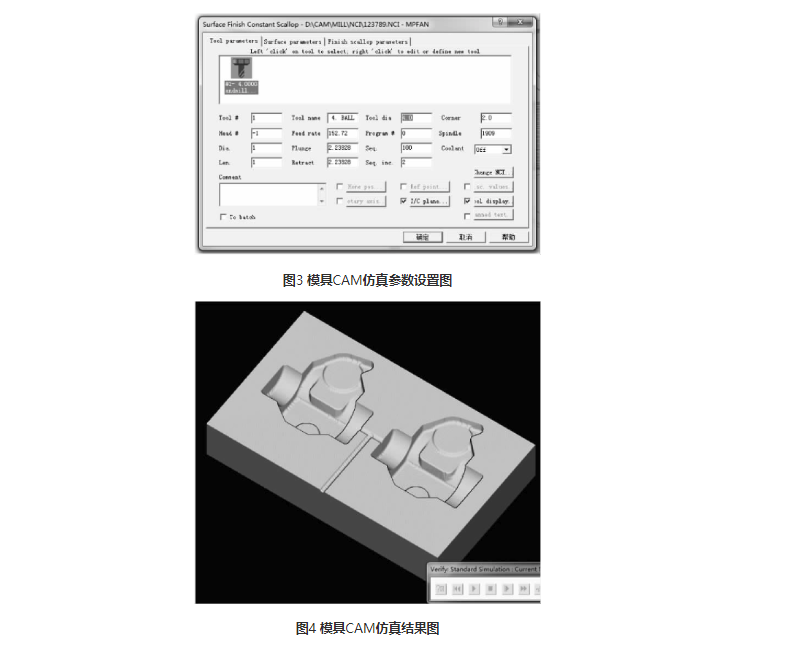
该零件毛坯为精铸件所以模具为精密铸造模具,精度精密铸造模具要求较高,模具分为上下型腔分型面为中轴线,上下型腔表面,采用VX500立式加工中心,刀具选用φ 4的球头铣刀,加工工艺路线为:粗铣-半精铣-精铣。
3.2 摇臂加工电磁阀零件模具型腔CAM仿真
利用Master CAM软件,对模具型腔的加工进行CAM仿真,选择加工表面,设置加工参数如图3所示,选择加工边界,进行仿真模拟,仿真结果如图4所示。
1)对本工件而言,将精密铸造模具设计成自动开模,可以节省制做蜡模的时间,能够从源头上提升生产效率。
2)通过CAM仿真结果,可以更好地选择道具加工精密铸造模具型腔,保证型腔的尺寸精度,以便保证制造蜡模的尺寸精度,可以提高产品质量,能对实际生产提供很大帮助。
相关文章:精密铸造模具
 射芯机作为一种工业设备如何提高工作效率和生产质量
射芯机作为一种工业设备如何提高工作效率和生产质量
射芯机是一种工业设备,被广泛应用于射钉、射螺丝等行业。该设备利用气动原理,通过压缩空气产生的动力,将钉子或螺丝高速注射到......
TIME:2024-02-03





